1
ИНДУКТОР НАГРЕВАТЕЛЬНЫЙ
(лат. inductor, от induco - ввожу, навожу, побуждаю),
электромагнитное устройство, предназначенное для индукционного нагрева.
И. н. состоит из двух осн. частей - индуктирующего провода, с помощью к-рого
создаётся переменное магнитное поле, и токоподводов для подключения индуктирующего
провода к источнику электрич. энергии. Проводящее электрич. ток тело, помещённое
в магнитное переменное поле, нагревается вследствие теплового действия
вихревых токов, наводимых в участках изделия, непосредственно охватываемых
индуктирующим проводом. В основном все типы И. н. могут быть разделены
на два вида: одновременного и непрерывно-последовательного нагрева.
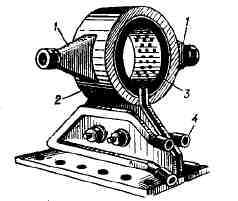
Рис. 1. Индуктор
для закалки цилиндрич. детален способом одновременного нагрева: 1 - воронки
для выравнивания давления закалочной воды в камере 2; 3 - индуктирующий
провод с отверстиями для выхода закалочной воды; 4 - трубопровод водяного
охлаждения.
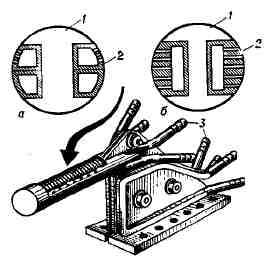
Рис. 2. Петлевой
индуктор для закалки внутренних цилиндрич. поверхностей способом одновременного
нагрева при вращении закаливаемой детали: а - конструкция с отдельными
камерами для охлаждения индуктора и выхода закалочной воды; б - конструкция
без постоянного охлаждения; 1 - магнитопровод; 2 - индуктирующий провод;
3 - трубопровод водяного охлаждения.
В первом случае
площадь индуктирующего провода примерно равна площади нагреваемой поверхности,
что позволяет одновременно нагревать все её участки. При втором способе
нагреваемое изделие перемещают относительно индуктирующего провода, последовательно
нагревая участки поверхности изделия.
Существуют
И. н. для поверхностного нагрева и закалки различных изделий (деталей),
для сквозного нагрева кузнечных заготовок, нагрева листового материала,
для плавки металлов и др., различающиеся конструктивным выполнением, частотой
питающего электрич. тока, материалом магнитопровода индуктирующей системы
и пр. На рис. 1 показан И. н. для нагрева под закалку простых цилиндрич.
деталей способом одновременного нагрева. Чтобы избежать перегрева и расплавления
индуктирующего провода, его выполняют массивным. Такие И. н. питают током
с частотой 10 кгц. На поверхности индуктирующего провода расположены отверстия
для подачи на нагретую деталь закалочной воды после выключения электрич.
тока. T. о. одновременно охлаждается и сам И. н.
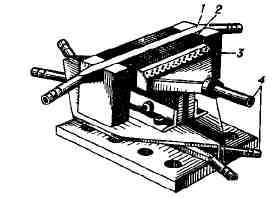
Рис. 3. Индуктор
для закалки плоской поверхности непрерывно-последовательным способом: 1
- индуктирующий провоз; 2 - магнитопровод; 3 - душевое устройство для подачи
закалочной воды; 4- трубопровод водяного охлаждения.
Простейшим
многовитковым И. н., предназначенным для закалки внутр. поверхностей деталей,
является соленоид. Соленоидными И. н. нагревают внутр. цилиндрич. поверхности
диаметром 50 мм и более. При диаметрах отверстий меньше 30 мм используют
петлевые И. н. с маг-нитопроводом (рис. 2), а для нагрева внутр. цилиндрич.
поверхностей диаметром меньше 15 мм - стержневые И. н. в виде трубки, диаметр
к-рой на неск. мм меньше диаметра обрабатываемого отверстия. Трубка по
отношению к отверстию располагается коаксиально. Для сквозного нагрева
кузнечных заготовок применяют И. н., изготавливаемые из трубки, к-рая при
большой длине разделяется на неск. секций с отд. охлаждением.
Плоские поверхности
изделий нагревают для закалки И. н. с индуктирующим проводом в виде плоских
спиралей или зигзагов (для малых нагреваемых площадей) либо непрерывно-последоват.
способом нагрева с перемещением нагреваемой детали над индуктирующим проводом
(рис. 3). Существуют секциониров. И. н. с отд. подводами электрич. тока
к каждой секции; включая или выключая в определённом порядке секции, можно
закаливать (нагревать) поверхности переменной ширины и требуемой формы.
Нагрев торцевых поверхностей производится И. н. зигзагообразной формы;
для равномерного нагрева поверхности деталь вращают. Листовой материал
"и ленты наиболее эффективно нагреваются в поперечном магнитном поле (рис.
4), при этом толщина листа должна быть меньше глубины проникновения тока
(обычно на частотах от 10 до 70 кгц). Нагрев и закалку зубьев шестерни
производят в петлевом И. н., охватывающем зуб с двух сторон. Чтобы закалить
впадину между зубьями, индуктирующий провод располагают вдоль окружности
шестерни, устанавливая против впадин магнитопроводы, входящие при рабочем
положении внутрь впадин. Лит. см. при ст. Индукционный нагрев, Индукционная
нагревательная установка.
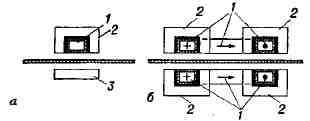
Рис. 4. Схема
индукторов для нагрева листового материала в поперечном маг нитном поле
при размещении индуктирующего провода: а -с одной стороны нагреваемого
листа; б - с обеих сторон нагреваемого листа; 1 - индуктирующий провод;
2 - магнитопровод; 3 - ярмо магнитопровода.
А Б В Г Д Е Ё Ж З И Й К Л М Н О П Р С Т У Ф Х Ц Ч Ш Щ Ъ Ы Ь Э Ю Я