1
ТРУБОСВАРОЧНЫЙ СТАН
система
машин для выполнения всех технологич. операций при произ-ве металлич. труб
методом гибки их из полосы или листов и последующей сварки кромок. Гл.
признаки, характеризующие тип Т. с.,- расположение сварного шва (продольный
или спиральный, т. е. расположенный по винтовой линии) и способ
сварки. Наиболее распространены Т. с., в к-рых сварка осуществляется давлением
(с нагревом свариваемых кромок током повышенной и высокой частоты или контактная
- сопротивлением и в пламенных печах) и плавлением (дуговая под
слоем флюса или в среде нейтральных газов).
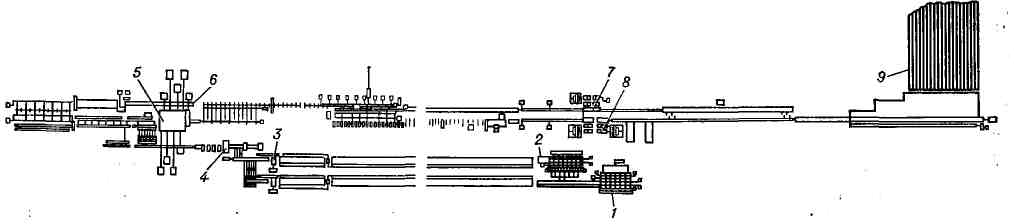
Рис. 2. Схема расположения оборудования
трубопрокатного агрегата с непрерывным удлинительным станом; 1 -
загрузочное устройство секционных печей; 2 - рольганг перед нагревательной
печью; 3 - ножницы; 4 - рабочая клеть прошивного стана; 5
- непрерывный стан; 6 - извлекатель оправки; 7 - одиннадцатиклетьевой
калибровочный стан; 8 - девятнадцатиклетьевой редукционный стан;
9
-
холодильник.
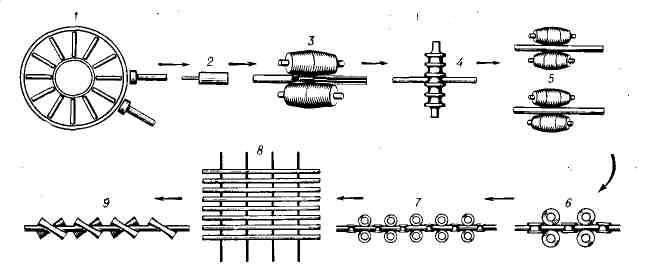
Рис. 3. Схема технологического
процесса производства труб на трубопрокатном агрегате с короткооправочным
удлинительным станом: 1-нагрев исходной заготовки; 2 - центровка заготовки;
3
- прошивка на прошивном стане; 4 - раскатка на короткооправочном
стане; 5 - раскатка на раскатных станах; 6- прокатка на калибровочном
стане; 7 - прокатка на редукционном стане; 8 - охлаждение готовых труб;
9
- правка труб на косовалковых правильных машинах.
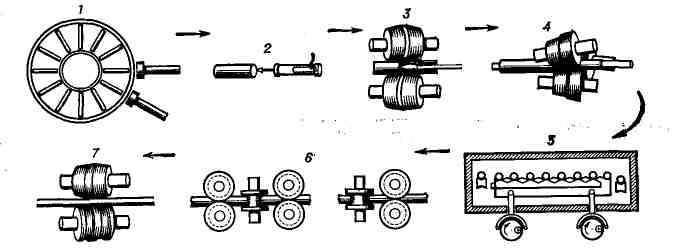
Рис. 4. Схема технологического процесса
производства труб на трубопрокатном агрегате с трёхвалковым удлинительным
станом: 1 - нагрев исходной заготовки; 2 - центровка заготовки;
3
- прошивка заготовки на прошивном стане; 4 - раскатка на трёхвалковом
стане; 5 - промежуточный подогрев заготовки; 6 -
прокатка
на редукционном стане; 7 - калибровка трубы на стане поперечно-винтовой
прокатки.
Первый из этих способов широко применяется
для произ-ва труб диаметром до 500 мм с продольным или спиральным
швом. При произ-ве труб диаметром менее 100 мм в состав Т. с. включается
редукционный стан. Т. с. с дуговой сваркой находят применение преим. для
произ-ва труб диаметром от 500 до 1620 мм и более; сварка ведётся
снаружи и внутри трубы. Т. с. печной сварки служат для произ-ва водогазопроводных
труб только с продольным швом диаметром 10-114 мм. Этот способ сварки
наиболее производителен, особенно когда в линию Т. с. входит редукционный
стан, дающий возможность повышать скорость выхода трубы за счёт уменьшения
её диаметра и толщины стенки. На совр. станах скорость выхода доведена
до 20 м/сек при диаметре 10 мм. Исходным материалом большей
частью является рулонная полоса, при этом Т. с. работают обычно в т. н.
бесконечном режиме, к-рый обеспечивается стыковой сваркой полосы без остановки
Т. с. Разрабатываются Т. с. для произ-ва двухслойных и многослойных газопроводных
труб диаметром более 1 м (исходный материал - рулонная полоса толщиной
3-14 мм).
Лит.: Матвеев Ю. М., Ваткин
Ю. Я., Кричевский Е. М., Сварные трубы. [Справочник], 2 изд., М., 1972;
Маскилейсон А. М., Медников Ю. А., Непрерывные агрегаты печной сварки труб,
М., 1972. А. И. Целиков.
А Б В Г Д Е Ё Ж З И Й К Л М Н О П Р С Т У Ф Х Ц Ч Ш Щ Ъ Ы Ь Э Ю Я